CNC machining demands that every workpiece must stay firmly in place. Even the most advanced CNC machine cannot deliver precise results or smooth finishes if the part moves. In this blog post we will cover all major workholding methods. You will find details on traditional vises and advanced vacuum systems. With this information you can select the best workholding solution for your machining needs.
What is Workholding

Workholding keeps a workpiece fixed during CNC machining. Devices like vises, fixtures and clamps hold the part steady and stop it from moving. The system controls all six degrees of freedom; three linear and three rotational axes. This setup lets the part resist cutting forces; therefore the results turn out accurate, safe as well as repeatable.
Why Workholding Matters in CNC Machining
High quality machining depends on effective workholding. Precision, efficiency and safety all rely on a stable setup. If the workpiece shifts or vibrates, you get dimensional errors and poor surface finish. Good workholding protects tools and lets faster & more aggressive cutting. This increases productivity and keeps results consistent from part to part.
CNC Workholding Methods: Step by Step
- Start by choosing a workholding device that matches the part’s shape, material as well as precision needs. Use vises for rectangular parts, clamps for odd shapes and fixtures for complicated geometries.
- Place the part in the chosen device. Align it carefully with the machine’s coordinate system to assure accuracy.
- Apply enough clamping force to stop movement during cutting. Avoid using too much force which could bend or damage the part.
- Check that the workpiece is stable and in the right position. Use an edge finder or dial indicator to confirm alignment before starting the machine.
Vises
Vises have a key role in CNC workholding. They provide an adaptable and reliable way to clamp parts for many different tasks.
Traditional Hardened Vises
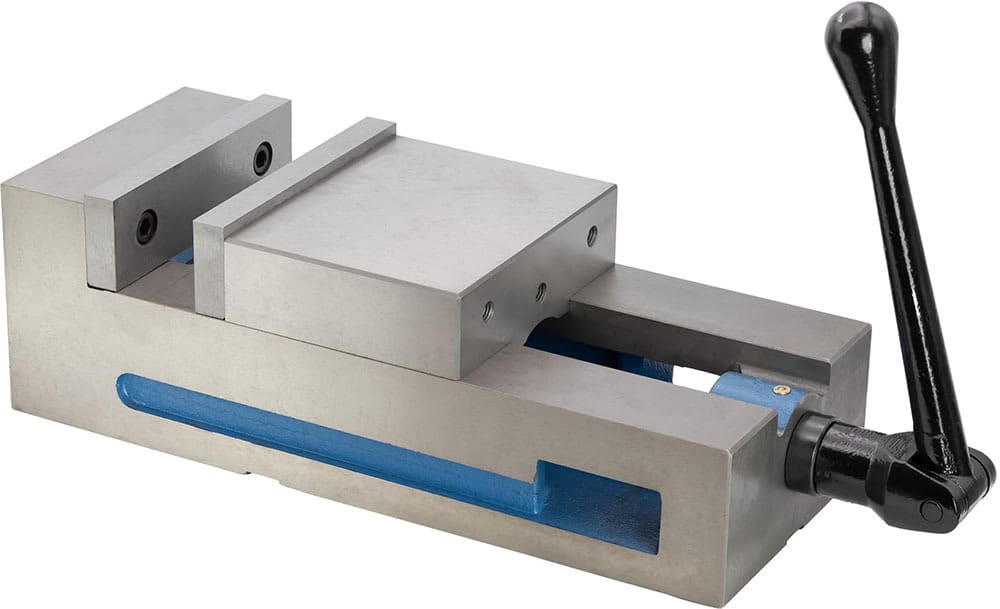
Hardened steel jaws give these vises a strong grip on parts. Machinists choose them for general machining as well as heavy cutting – especially with rectangular or square pieces. Their strength and high clamping force keep parts rigid.
Richconn uses these vises for demanding cuts and applies torque controlled clamping to maintain repeatability during production.
Soft Jaws (Aluminum / Steel)
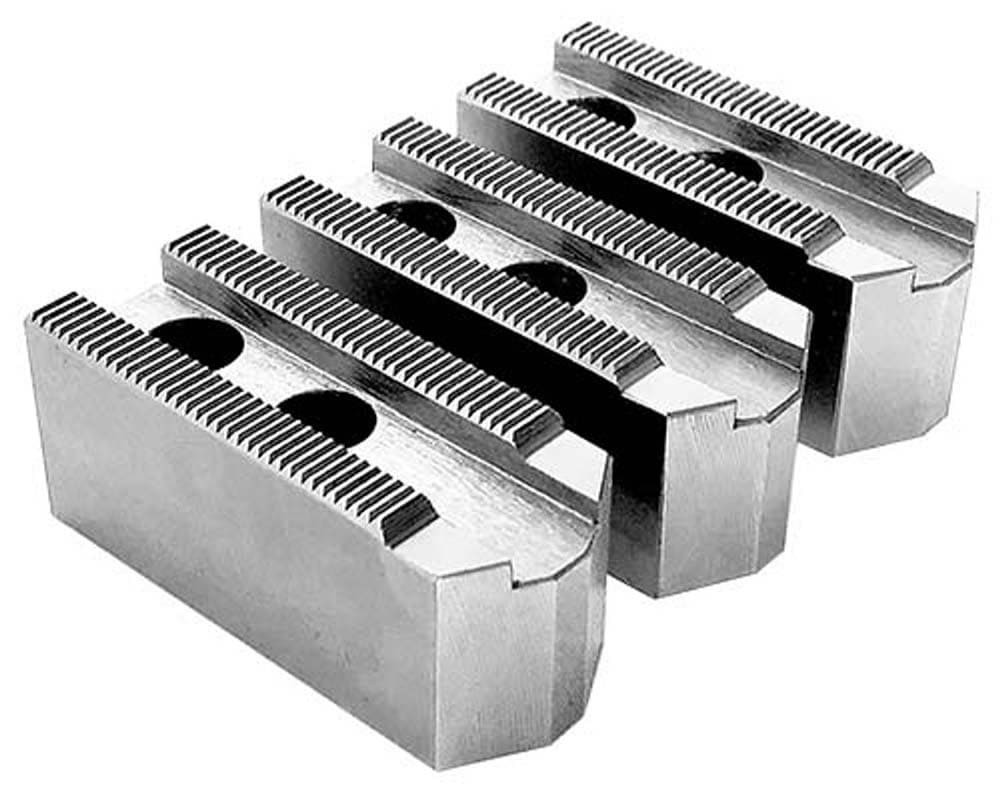
Machinists use soft jaws for parts with delicate surfaces or complicated shapes. Made from aluminum or mild steel, these jaws are machined to fit the exact shape of the workpiece. This design holds parts securely without causing damage which is important for precise work.
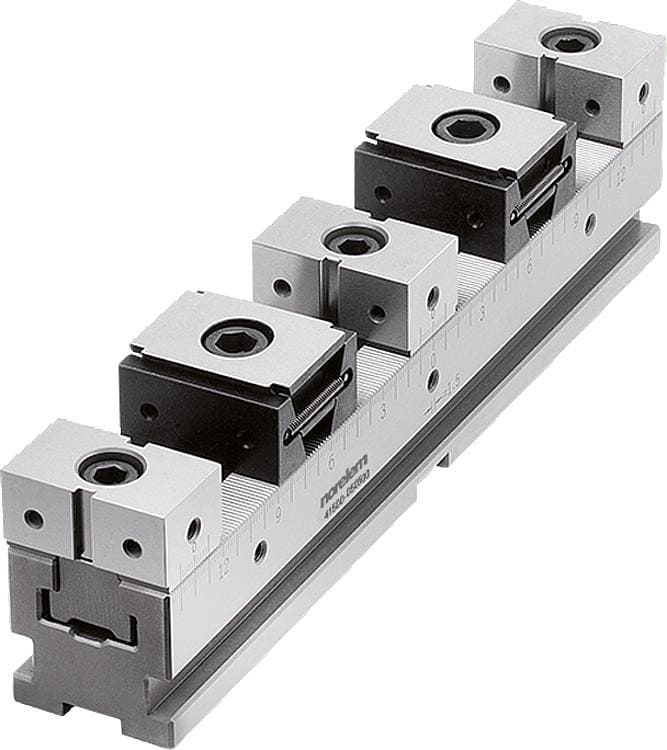
Multi-Vise and High Volume Loading

Placing several vises on one machine bed lets operators hold multiple parts at once. This method boosts productivity by reducing tool changes and keeping machines running longer. It works well for high volume production.
Fixtures and Modular Fixturing
Fixtures hold irregular or complicated parts that vises cannot secure. They offer dedicated support which helps achieve high precision and repeatability in production. Modular fixturing uses reusable components for more flexibility. This system adapts to different jobs and reduces both setup time and prototyping costs.
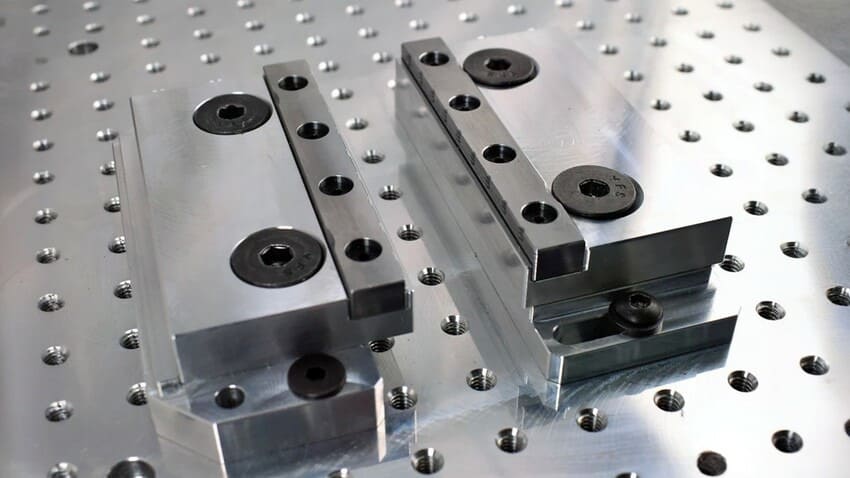
Clamps and T Slot Systems
Clamps and T‐slot systems offer a versatile way to secure large or oddly shaped parts straight onto the machine table. This method works well for many uses, from making single prototypes to handling small production batches.
Toe / Step Clamps

Toe and step clamps have a low profile and they grip the side of the workpiece. This design keeps the top surface open for machining. Moreover some models can apply downward forces up to 4,000 lbs to hold the part tightly against the table.
Modular Clamps
Modular clamps use parts that can be swapped out to build custom fixtures quickly. You can change their setup easily to fit new jobs. This flexibility cuts down on the need for costly dedicated fixtures and shortens setup times.
Pallet Systems
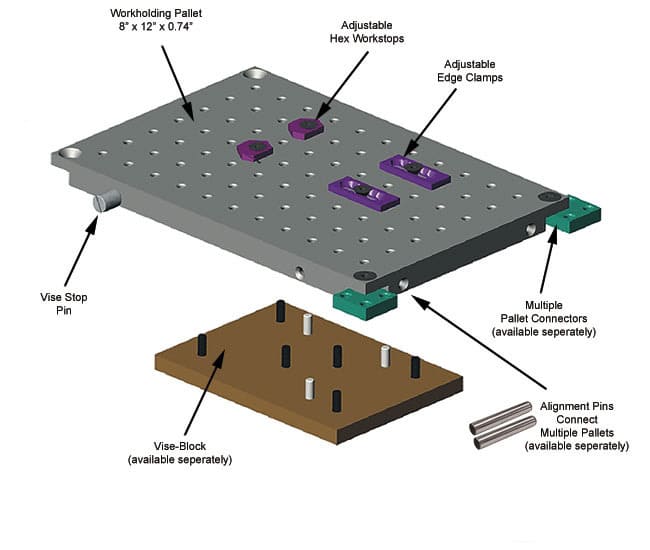
Pallet systems use fixture plates that can be swapped in and out to speed up production. While the machine works on a part mounted to one pallet, an operator can set up the next part on another pallet. This system keeps machines running almost nonstop and reduces idle periods.
Vacuum Tables / Vacuum Chucks

Vacuum tables and chucks use suction to hold parts flat on a surface. This setup gives clear access to the top of the workpiece during machining. The method works best for thin, flexible or delicate materials because it prevents distortion and avoids clamp marks.
For example Richconn trims thin carbon-fiber sheets with vacuum systems. This keeps them flat and undamaged while cutting.
Alternative and Emerging Methods
Innovative workholding techniques now address challenges that traditional methods cannot solve. These options include magnetic chucks, adhesive tapes, hydraulic fixtures as well as other specialized systems.
- Magnetic systems secure ferrous parts in seconds.
- Adhesive workholding grips irregular shapes without causing distortion and sets up in a short time.
- Hydraulic workholding applies a steady clamping force and fits well with automated, high volume machining.
- Hybrid fixtures use 3D printed inserts to manage complicated shapes and help reduce lead times.
Magnetic & Electrostatic Chucks
Some workholding systems use forces that are not visible. These advanced methods include:
Magnetic Chucks

Strong magnets in magnetic chucks hold ferrous metals firmly. Setup is fast and the operator can access five faces of the workpiece without obstruction. Electro‐permanent magnetic chucks need power only to turn the magnetic field on or off.
Electrostatic Chucks
Electrostatic chucks use an electric field to hold materials that are delicate or those which do not conduct electricity. This method applies even clamping force without mechanical contact. It works particularly well for thin items like silicon wafers and helps avoid both damage & contamination.
How to Choose Right Method
Choice of the best workholding method is an important step. You need to weigh multiple key factors and match them to your project’s needs.
Part Characteristics
Start by looking at the workpiece’s size, shape as well as its material. Use a standard vise for simple rectangular blocks. If the part has a complicated shape, a custom fixture may be necessary. Delicate materials need special care therefore a vacuum or electrostatic chuck can prevent damage.
If you are not sure which method would fit your need, Richconn engineers can review your CAD model or drawing and suggest the right fixture or clamp.
Volume
The number of parts you plan to make also affects your choice. Automated options like pallet changers work best for high volume production and offer top efficiency. For single prototypes or small batches, modular and flexible setups are usually more affordable.
Accuracy & Tolerance Needs
Jobs that need high precision need a stable and repeatable setup. Custom fixtures or high quality vises give the best accuracy. Toe clamps and similar methods may not provide the consistency needed for tight tolerances.
Setup Time & Cost Sensitivity
Consider how setup speed and cost affect your project. Quick change systems such as pallet fixtures or modular setups cut downtime between jobs and lower overall costs. Custom fixtures cost more at first but they can greatly improve throughput in large production runs.
Machine Capabilities
Check that your chosen workholding method works with your CNC machine. Make sure your machine table can use T‐slots, grid plates or vacuum systems. Also confirm that both the workpiece & the workholding device fit within the machine’s Z axis travel.
Conclusion
Mastering CNC workholding has a vital role in successful machining. Choice of the right method assures operations remain safe, accurate and efficient. It also helps reduce costs and shortens setup times.
Consider the geometry of your part, how many you need to produce and the required tolerances before selecting a workholding approach.
For expert level CNC machining and advanced workholding solutions, reach out to RICHCONN. You can contact us anytime.
Related Questions
The “chain of stiffness” describes the combined rigidity of the machine, spindle or tool, fixture and workpiece. If any part of this chain is weak, vibrations can occur and machining accuracy may suffer.
Building a custom fixture makes sense when standard options cannot provide the needed precision, support or production speed for unique parts.
Standard vises only hold parts with parallel sides and have fixed size limits. Over tightening can also deform thin parts.
Fixture plates speed up setups, offer flexible clamping choices, shield the machine table and help position parts precisely for CNC tasks.
Step or toe clamps may not repeat accurately because manual placement, uneven pressure or shifting during setup can affect consistency.
Collets grip the workpiece evenly around its circumference. This gives better concentricity and better holding power for precise work than traditional chucks.