When it comes to precision machining, even the most advanced CNC machines are only as effective as the fixtures supporting them. CNC fixtures are specialized tools that hold and secure a workpiece during machining, ensuring it stays perfectly positioned throughout the process. Without them, even the slightest movement or vibration can throw off the accuracy of the final product. In fact, a well-designed fixture can boost productivity by up to 30% and significantly reduce processing errors making them a smart investment for any machine shop.
With the global CNC market projected to reach $195.59 billion by 2032, the pressure to optimize machining performance has never been higher. Whether you’re working in automotive, aerospace, or medical manufacturing, choosing the right fixture design is key to staying competitive. In this article, we’ll break down what CNC fixtures are, why they matter, and how to choose or design the right ones for your operations.
Why Does a CNC Fixture Matter?
The role of CNC fixtures in machining performance include:
Workpiece Stability
The presence of CNC fixtures helps protect the machine piece from high cutting forces, vibration, and thermal expansion. It is an important tool that helps to ensure conformity and dimensional errors while working. Overall, it improves manufacturing precision.
Thermal Management
Materials like aluminum and steel are commonly used for CNC fixtures because they help dissipate the heat generated during machining. This helps keep the workpiece dimensionally stable, even under high-temperature conditions. However, if the fixtures are not properly placed or designed, thermal distortion can occur leading to inaccurate dimensions and compromised part quality.
Vibration Control
The accompanying vibrations that arise in an industrial environment can affect how cutting operations work. With CNC fixtures, the workpieces are protected from the vibrational interference.
Integration and Mounting
Another important feature of the CNC fixture is its ability to easily integrate into several machining centers. The design of the fixture makes for easy connection with other machines and automation systems.
Materials Used in CNC Fixtures
By the ASTM standards, any material that is considered for fixtures must meet specific requirements. The criteria include dimensional stability, wear resistance, and thermal compatibility with machining processes.
Tool Steel (H13, D2, A2)
Tool steel is often used as a specialized material thanks to its impressive hardness, wear resistance, and ability to maintain precision under load. It offers maximum rigidity for heavy-duty operations and maintains accuracy. It is best used in high-volume environments.
Aluminum (6061, 7075)
Aluminum is also an industry favorite because it is lightweight and has a high strength-to-weight ratio. Not only is it corrosion resistant, but it also comes with thermal conductivity for heat dissipation. Because it is softer than steel, it wears faster in high-volume applications.
Cast Iron
Cast iron is yet another option for CNC fixtures. It has excellent vibration-damping properties and dimensional stability. It has excellent rigidity and natural lubricity. Cast iron fixtures are perfect for heavy machine operations where vibration control is essential.
Choosing Materials Based on Industry and Environment
Aerospace and Defense
Here, aluminum or titanium would work best as they are lighter than steel and can be easily used for complex fixture geometrics. Aluminum comes with a protective oxide layer that prevents corrosion in aircraft manufacturing environments. Titanium is often used in high-temperature applications.
Automotive Manufacturing
Tool steel is the best option for this industry. It comes highly recommended because its wear resistance makes it low maintenance. This helps save costs in high-volume production. Tool steel also offers the durability that is needed for consistent operation.
Medical Device Manufacturing
Any material used for this industry must comply with FDA/USP Class VI or ISO 10993 standards. To that end, stainless steel and aluminum alloys are the best option thanks to their biocompatibility and easy sterilization capabilities.
General Manufacturing
Cast iron and carbon steel are the go-to options for this industry. This is because they are cost-effective, offer excellent rigidity, and are suitable for general applications.
Precision Manufacturing
When it comes to precision manufacturing and maximum accuracy, hardened tool steel or ground cast iron are the best choices.
Types of CNC Fixtures
There are different types of CNC fixtures out there, with each of them designed to meet the specific needs of the machining process. These different fixtures play important roles in ensuring precision, stability, and efficiency during operations. Some of the common types of CNC fixtures include:
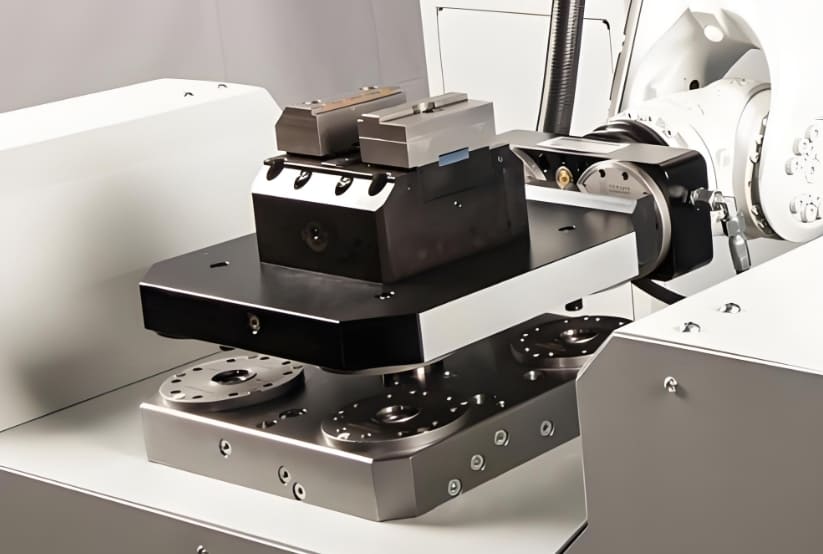
1. Modular Fixtures
They are made up of interchangeable components that can be quickly disassembled and reassembled. Thanks to this unique feature, they offer remarkable positioning precision and flexibility. A modular fixture includes clamps, supports, tooling plates, and different sizes of locators. They are mostly used for small-batch production and prototyping.
2. Custom (Dedicated) Fixtures
These are specially designed fixtures that are manufactured to meet the specific requirements of a complex part. They provide maximum efficiency and accuracy when needed. The fixtures are tailored to the geometry and specialized needs of the workpiece. What they lack in flexibility, they more than make up for in their intended application.
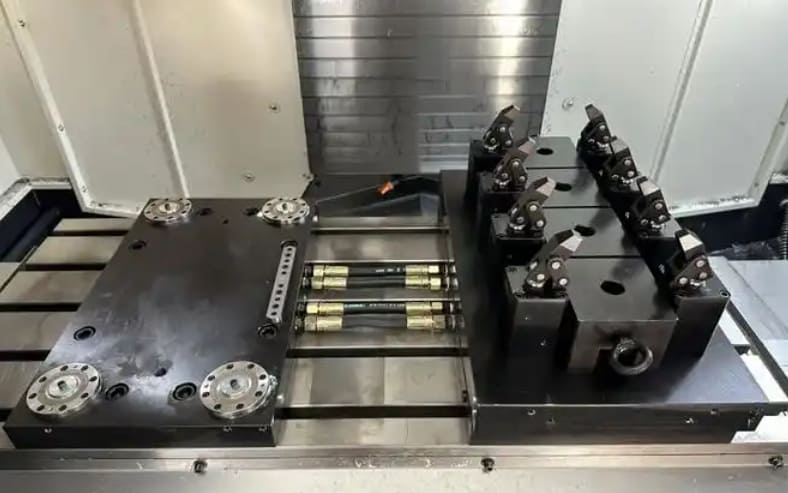
3. Tombstone Fixtures
They are cube or rectangular-shaped and are also known as tooling blocks. They are often used in horizontal machining centers. They allow multiple workpieces to be mounted at once. They maximize machine utilization, reduce setup times, and increase productivity. They are incredibly valuable in machining centers with automatic tool changers. Tombstone fixtures are commonly used in the automotive, aerospace, and general manufacturing industries.
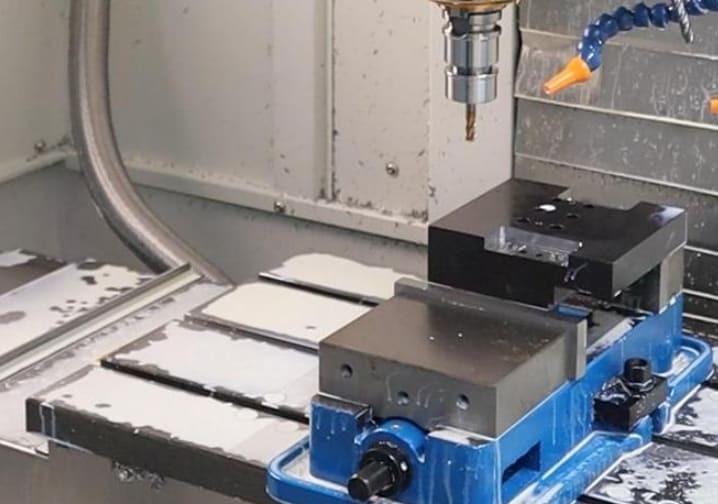
4. Vise Fixtures
This is the most common and versatile CNC fixture. They make use of mechanical clamping to secure workpieces between movable and fixed jaws. They offer excellent repeatability, quick setup times, and the room for a wide range of workpiece sizes and shapes. They are perfect for repetitive tasks where stability and accuracy are important.
5. Vacuum Fixtures
These fixtures make use of atmospheric pressure to hold workpieces in place during machining operations. They are best used for thin-walled parts, sheet materials, and other components that can’t withstand the traditional clamping forces. They provide excellent tool access around the workpiece perimeter and enable rapid loading and unloading cycles.
6. Magnetic Fixtures
These fixtures hold iron workpieces together by the use of permanent magnets and electromagnets. They are commonly used in tool and die making applications where quick setup and release are key for productivity. Magnetic fixtures generate considerable holding forces while simultaneously allowing instant engagement and release.
7. Indexing Fixtures
Indexing fixtures are best used for manufacturing parts that need spaced geometric patterns. They offer precise positioning and can be operated either manually or automatically. They can be mounted on worktables and provide systematic and accurate indexing of workpieces. They can achieve positioning accuracies within arc seconds.
8. Soft Jaw Fixtures
They make use of machinable jaw inserts to match specific workpiece contours. The jaws are often custom-shaped to create perfect holding surfaces that evenly distribute clamping forces and prevent distortions. Soft jaw fixtures significantly improve accuracy by removing workpiece deformation that arises thanks to standard hard jaws.
Important Design Considerations for CNC Fixtures
Locating and Clamping Principles
Proper locating keeps workpieces positioned accurately and consistently. Clamping prevents movement during machining operations.
The 3-2-1 locating principle is the fundamental approach for workpiece constraint:
| LOCATING PRINCIPLE | PRIMARY LOCATORS | SECONDARY LOCATORS | TERTIARY LOCATORS |
|---|---|---|---|
| 3-2-1 Method | 3 points to establish the primary datum plane | 2 points to establish a secondary datum | 1 point to establish a tertiary datum |
| Degrees of Freedom Controlled | X, Y, Z translation | Rotation about the Z-axis | Rotation about the X and Y axes |
| Typical Application | Reference surface contact | Edge or diameter reference | Point contact for the final constraint |
Clamping Force and Distribution
Force Calculation
You should calculate the required clamping force based on cutting forces, workpiece weight, and safety factors. Typical safety factors often range from 2:1 to 4:1, depending on the application.
Force Distribution
You can also distribute the clamping forces evenly to prevent workpiece distortion. When you can, make use of smaller clamps in place of larger ones.
Clamping Sequence
By designing fixtures that allow for proper clamping sequences, you can minimize the workpiece stress and distortion.
Accessibility and Chip Evacuation
- The fixture design must offer proper clearance for cutting tools and allow for the complete machining of the required features.
- The chip evacuation paths must be included to ensure there is no chip buildup, which affects accuracy.
- All access angles must be considered during fixture design to make sure all machining operations can be performed.
Rigidity and Deflection Control
Fixture rigidity directly impacts machining accuracy. To fix this, the key considerations include:
- The use of proper materials with a high elastic modulus for maximum rigidity.
- The design must be cross-sectional to optimize the moment of inertia.
- The positions of support must be close to the cutting forces so as to minimize deflection.
- Finite Element Analysis (FEA) must be considered to ensure that there is a minimum deflection under load.
Safety and Ergonomics
You have to ensure that all fixture designs follow safety guidelines and ergonomic principles. This is important for operator safety and efficient operation. Some of the most important considerations are:
- Operator Safety
- Ergonomic Access
- Emergency Release
- Visual Indicators
Why Do Modular Systems Improve Manufacturing Flexibility?
Reduced Setup Time
By reconfiguring modular fixtures for different workpieces, changeover time can be effectively reduced from hours to minutes.
Cost Efficiency
Modular fixture pays for themselves through multiple reuse across several applications instead of building fixed fixtures.
Inventory Management
The presence of standardized components removes the need for several storage spaces for specialized fixtures.
Design Flexibility
With the standard components available, it becomes easier to create custom fixture layouts for unique applications.
Standard Fixture Components
Modular fixture systems usually include standardized components that can be combined in various configurations. These components include:
1. Base Plates
They are precision-ground plates that come with standardized hole patterns and dimensions.
2. Locating Elements
These are dowel pins, locating pins, adjustable stops, and reference blocks.
3. Clamping Elements
All the clamping elements are manual clamps, pneumatic clamps, hydraulic cylinders, and toggle clamps.
4. Support Elements
Additional elements include adjustable supports, rest pads, and steady rests.
5. Connection Hardware
They include t-nuts, bolts, washers, and alignment pins.
Techniques for CNC Fixture Manufacturing

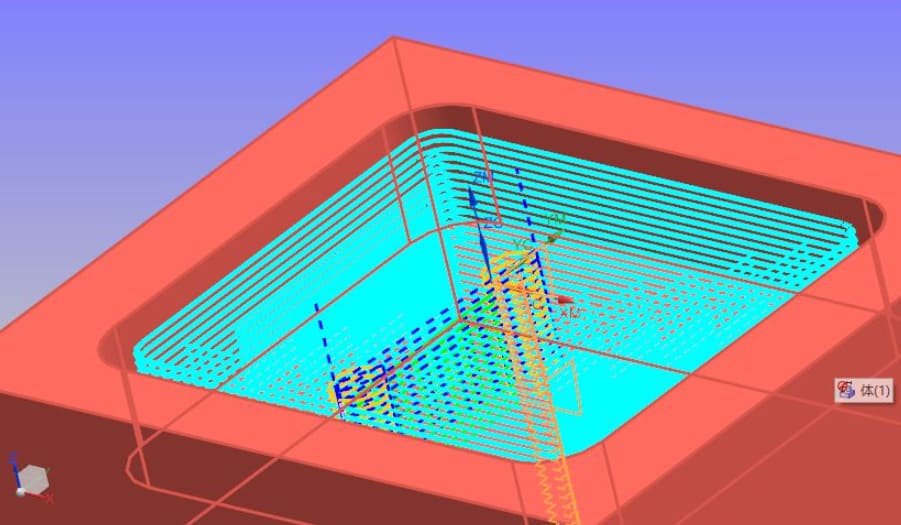
CNC MACHINING
CNC machining explains how computer-controlled machine tools are used to create precision fixture components. It is done due to its high precision, accuracy, repeatability, and ability to create complex geometrics. It costs about $50-$300 per component, depending on complexity.
The pros are:
- High dimensional accuracy (±0.005″ typical).
- Excellent surface finish quality.
- Complex geometries are possible.
- Consistent repeatability across multiple parts.
The cons are:
- Higher cost per component.
- Longer lead times for complex parts.
WELDING FABRICATION
Welding can also be used in fixture manufacturing because it can create several large, complex structural assemblies in a cost-effective manner. The most common choice is steel welding for fixture bases and structural elements. This is because of its strength and rigidity. It is cheaper than CNC machining, as the price ranges from $20-$100 per assembly.
The pros are:
- Cost-effective for large structures.
- High-strength joints are possible.
- Suitable for custom one-off fixtures.
- Can accommodate heavy-duty applications.
The cons are:
- Potential for distortion during welding.
- Requires post-weld machining for precision surfaces.
- Limited to weldable materials.
ASSEMBLY AND FASTENING
This is a combination of machined, welded, and purchased components into a complete fixture. It involves precision fitting, alignment, and fastening operations. It costs about $30-$150 per assembly.
The pros are:
- Combining the best features of different manufacturing methods.
- Allows use of specialized materials where needed.
- Enables modular and repairable designs.
- Cost-effective for medium to high volume production.
The cons are:
- Requires careful tolerance stack-up analysis.
- Assembly time can be significant.
- May require specialized assembly fixtures.
Fixture Maintenance and Inspection Guidelines

Inspection Schedule Based on Usage
| USAGE LEVEL | INSPECTION FREQUENCY | KEY INSPECTION POINTS | MAINTENANCE ACTIONS |
|---|---|---|---|
| Light duty (< 8 hrs/day) | Weekly visual, monthly detailed | Locating pin wear, clamp operation | Lubrication, cleaning |
| Medium duty (8-16 hrs/day) | Daily visual, weekly detailed | Dimensional accuracy, surface condition | Component replacement as needed |
| Heavy duty (> 16 hrs/day) | Every shift visual, daily, detailed | Critical dimensions, wear patterns | Preventive component replacement |
| Precision applications | Before each setup | All critical dimensions and functions | Calibration verification |
Maintenance Guidelines Based on Fixture Type
Steel Fixtures
Use light machine oil for lubrication. Check for rust and apply protective coatings as needed. Verify critical dimensions with precision measuring tools.
Aluminum Fixtures
Clean with mild solvents to remove machining residue. Check for galling at wear points. Use anti-seize compounds on threaded connections.
Cast Iron Fixtures
Apply rust preventive oils to exposed surfaces. Check for cracks using dye penetrant inspection. Verify the flatness of reference surfaces.
Modular Systems
Inspect connection hardware for wear. Verify component interchangeability. Replace worn locating elements promptly.
Advanced Fixture Technologies
Pneumatic and Hydraulic Workholding
Modern fixtures increasingly incorporate powered clamping systems for automation and consistency:
Pneumatic Systems
Provide consistent clamping forces (50-500 lbs typical) with quick actuation times. Ideal for medium-duty applications with good repeatability.
Hydraulic Systems
Generate high clamping forces (1000- 10,000+ lbs) for heavy machining operations. Excellent for applications requiring maximum rigidity.
Servo-Electric Systems
Offer precise force control and position feedback. Enable programmable clamping sequences and force monitoring.
Sensor Integration and Smart Fixtures
Force Monitoring
Load cells and force sensors monitor clamping forces in real-time to ensure proper workpiece constraint.
Position Verification
Proximity sensors and linear encoders verify correct workpiece positioning before machining begins.
Temperature Monitoring
Thermal sensors track fixture and workpiece temperatures to compensate for thermal expansion.
Tool Monitoring
Accelerometers and vibration sensors detect tool wear and chatter conditions.
Conclusion
Picking the right CNC fixture is more than just a technical choice. It is an important decision that impacts how productive your machining operations are, how reliable your processes become, and how accurate your parts can be. Whether you’re using fixtures in demanding aerospace applications or in high-volume automotive production, the fixture design needs to optimize material selection, locating principles, clamping strategies, and compliance with industry standards.
At RichConn, it is our job to create custom CNC machining solutions and produce high-precision fixtures designed specifically for your industry and application requirements without compromising quality. Contact us today to upgrade your fixture solutions and discover how our expertise can optimize your manufacturing processes.
FAQs
How Often Should Fixture Components Be Inspected for Wear?
There’s no specific time, as it depends largely on usage intensity, material selection, operating conditions, and the manufacturer’s recommendations. However, you should inspect fixtures when there’s visible wear, dimensional drift, or signs of component damage.
Are Aluminum Fixtures Reliable for Heavy Machining Operations?
Aluminum fixtures can perform effectively in certain heavy machining applications, but this relies on proper design and reinforcement. Aluminum alloys like 7075 provide excellent strength-to-weight ratios and are ideal for aerospace applications. However, steel fixtures may be better for maximum rigidity in the heaviest cutting operations.
What Does 3-2-1 Locating Mean for CNC Fixtures?
The 3-2-1 locating principle provides complete workpiece constraint using the minimum number of contact points:
- Select 3 points to establish the primary datum plane and control 3 degrees of freedom.
- Use 2 points to establish the secondary datum and control 2 additional degrees of freedom.
- Apply 1 point to establish the tertiary datum and control the final degree of freedom.
This method ensures repeatable positioning while avoiding over-constraint that could cause workpiece distortion.