Speed takes priority over precision when you need to quickly shape raw material. Rough CNC machining plays a crucial role in this situation; it speeds up production and also extends the life of cutting tools.
In this blog post we will see what rough machining is. We’ll also cover its purpose, the problems it solves as well as the main methods & strategies for getting the best roughing results.
Objectives & Key Characteristics of Rough CNC Machining

Rough machining aims to achieve three main objectives which are as follows:
1. Material Removal & Stock Reduction
Quick removal of large amounts of material is the main goal. Operators use high speed methods to shape the workpiece close to its final form. This step focuses on reduction of bulk, not on detailed finishing. The process assures maximum material extraction.
2. Time & Cost Efficiency
Cutting down machining time & cost is also a purpose of roughing. Roughing do so by using aggressive cutting parameters like deep cuts and high feed rates to remove material faster. This boost productivity and lower costs but it also causes more tool wear.
3. Preparation for Finish Machining
Finally roughing make the workpiece ready for finishing. During the process operators intentionally leave a set amount of material, mostly between 0.5 mm and 1 mm, on the surfaces. This allowance gives the finishing operation enough stock to reach tight tolerances and create a smooth, precise surface.
Rough CNC Machining Process
A successful rough machining process depends on the right combination of tools, cutting parameters as well as strategies. Every element helps remove material quickly and prepares the part for the finishing stage.
Tooling & Tool Selection
Selection of the right tool is the first step in roughing. This operation needs cutters with large diameters and strong, durable edges that can handle heavy forces. Solid carbide and high speed steel cutters are common choices. Many of these tools have special coatings that improve heat resistance and durability. These coatings help the tool last longer during tough cutting conditions.
Cutting Parameters
Roughing uses bold cutting parameters to shorten cycle times. High feed rates and deep cuts are standard in this process. Moreover, roughing produces a lot of heat which make a steady flow of coolant necessary to keep temperatures down & remove chips. Flood coolant systems with water soluble oil or synthetic water based coolants mostly give the best results.
| Parameter | Value |
|---|---|
| Cutting Speed | 177 m/min |
| Feed Rate | 0.47 mm/rev |
| Depth of Cut | 0.40 mm |
Note: These values are for CNC rough self‐propelled rotary turning on hardened AISI 4150 steel with carbide tools. Parameters will change a lot with other materials, tool types or roughing operations like conventional turning, milling or drilling.
Related Blogpost: Feed Rate and Cutting Speed in CNC Machining
Toolpaths & Roughing Strategies
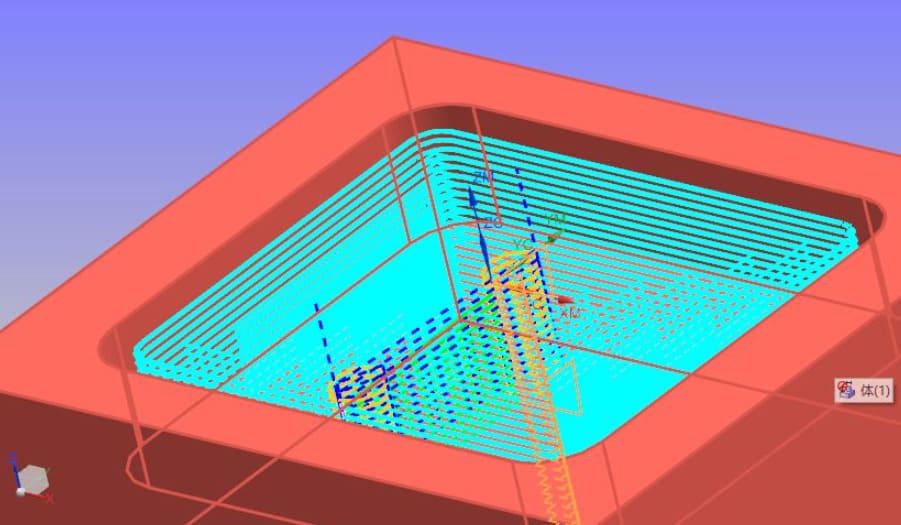
Roughing can use several toolpath methods. Standard options are parallel (zig‐zag) passes and contouring, where the tool traces the part’s shape. More advanced strategies such as trochoidal milling or adaptive clearing use complicated paths to keep the tool load steady. This approach allows deeper cuts and faster speeds without risking tool damage.
Machine Setup & Fixturing
A solid setup is crucial for rough machining. The workpiece must stay firmly clamped in a fixture to avoid movement and reduce vibration. The machine must also provide enough power to handle the strong forces from deep, fast cuts.
At RICHCONN, we create custom fixtures for complicated parts. These fixtures improve stability and help reduce changeover times.
Material Considerations
Materials respond to roughing in different ways. Aluminum and other soft metals are easy to machine. Harder alloys and steels create more heat and wear out tools faster. Machinability, thermal effects along with chip formation all have important roles in successful rough machining.
Rough vs Finish Machining

CNC machining is divided into roughing & finishing. These two serve distinct purposes and use different methods.
1. Goals & Priorities
Rough machining focuses on removing large amounts of material quickly to get close to the final shape. Finishing, on the other hand, targets exact dimensions, tight tolerances as well as a smooth surface.
2. Parameter Differences
| Parameter | Rough Machining | Finish Machining |
|---|---|---|
| Depth of Cut | Deep (0.4 to 6 mm) | Shallow (0.1 to 0.5 mm) |
| Feed Rate | High | Low |
| Surface Finish (Ra) | Rough | Smooth |
| Tolerance | Loose | Tight (±0.01 mm or better) |
RICHCONN handles both roughing and precise finishing in the same facility. This setup keeps control over tolerances and surface quality without the need to move parts elsewhere.
3. Tool Wear & Lifecycle
Roughing uses high cutting forces and produces more heat which causes tools to wear out faster. Finishing, on the other hand, uses lighter forces and less heat therefore tools last longer.
4. Cost & Resource Impacts
Roughing removes material quickly; thus it usually costs less per unit volume. In contrast, finishing takes more time and often needs special tools and this raises costs. If roughing is not done well then finishing becomes harder and more expensive which ultimately increases total production costs.
5. Comparison Table of Roughing & Finishing
| Feature | Roughing | |
|---|---|---|
| Goal | Fast material removal | Precision & surface quality |
| Cut | High feed, deep cut | Low feed, shallow cut |
| Result | Rough surface, loose tolerance | Smooth finish, tight tolerance |
| Tool Type | Robust, coarse geometry | Sharp, precision tools |
| Tool Life | Shorter due to wear | Longer with care |
| Cycle Time | Fast | Slower |
| Cost per Hour | Lower | Higher |
Related Blogpost: CNC Roughing vs Finishing
Best Practices & Common Challenges
Managing roughing process well means tackling common issues with reliable methods. Therefore by using these best practices you can increase process efficiency and gets the workpiece ready for a high quality finish.
Optimization of Roughing Parameters
To get the best results, you must balance fast material removal with tool life and what the machine can handle. Using CAM software is a top method. It simulates toolpaths and helps find the most effective cutting approach before machining starts. This process lets you set parameters that boost both productivity and safety.
RICHCONN offers free design‐for‐machining feedback for this reason. Customers can adjust allowances or strategies before production and thus avoid extra revisions later.
Minimizing Vibrations & Errors
Vibration, also called chatter, often lowers surface quality and wears out tools faster. You can prevent this if you choose rigid workholding fixtures and keep tool overhang as short as possible. Changing spindle speeds & feed rates also helps break up the vibrations that cause chatter.
Allowances & Tolerances
Keeping a consistent machining allowance—extra material left for later passes—is important. This leftover stock gives the finishing pass enough material to create a smooth, accurate surface. It also helps fix small errors from the roughing stage.
Measuring Performance & Quality in Rough Machining

Evaluation of the roughing stage is crucial to maintain an efficient process. By tracking key performance indicators, you can judge both the quality and effectiveness of rough machining.
Material Removal Rate (MRR)
Speed is the main goal during roughing. MRR measures how quickly material is removed therefore it serves as a vital performance indicator. You can calculate MRR using this formula:
MRR = Depth of Cut × Cutting Speed × Feed Rate
When you increase MRR, production moves faster. However, higher rates also put more stress on cutting tools.
Surface Roughness / Finish Indicators
Rough machining does not focus on achieving a smooth finish but the surface condition still matters for later steps. Surface texture is measured by parameters like Ra & Rz. After rough cutting, surfaces often show roughness values of 6.3 µm Ra or more. Keeping track of these numbers helps avoid problems during finishing.
Related Blogpost: A Detailed Guide on Surface Roughness
Dimensional Accuracy & Geometric Errors
Parts need to reach their basic shapes even in the roughing phase. Machinists check for significant geometric errors such as warping or deflection from cutting forces. Moreover if you maintain dimensional accuracy at this stage, finishing passes become more precise.
Tool Wear Monitoring
Running roughing operations at high feed and speed rates causes tools to wear out faster. It is important to monitor tool condition, either by visual checks or with machine sensors. Detecting wear early stops tool failure, protects the workpiece as well as prevents expensive delays later. At RICHCONN, our machines has smart sensor alerts to detect abnormal wear so that operators can replace tools before they fail.
Uses of Rough Machined Parts in Different Industries
Aerospace
The aerospace industry often starts with large forged blanks to create parts like turbine housings and structural brackets. Rough machining shapes these pieces closer to their final form. This process reduces weight and prepares the parts for later precision machining steps.
Automotive
Automotive manufacturers use rough machining to speed up the creation of powertrain and chassis parts. They often machine engine blocks from solid aluminum, as well as gearbox housings and suspension pieces. This initial shaping is vital for producing standard vehicles in high volumes and for quickly making custom prototypes.
Oil & Gas / Marine
Oil, gas and marine sectors demand components that last. Rough machining creates large, strong parts built to resist corrosion. Common examples include thick‐walled pump housings, complicated valve bodies and large industrial flanges used in pipelines & underwater systems.
Tooling & Molds / Dies Industry
In the mold and die industry, rough machining has a key role. This process quickly removes large amounts of steel or aluminum to form a mold cavity or stamping die. This step gets the tool ready for finishing passes that will set the final surface quality.
Heavy Machinery / Mining Equipment
Heavy machinery and mining equipment production rely on rough machining. Manufacturers rough machine parts like excavator arms, structural frames as well as buckets from thick plates or forged material. This operation removes excess material and gets the components ready for welding, heat treatment and final finishing.
To Sum Up
Rough CNC machining marks the first step in manufacturing by focusing on fast and efficient material removal. This stage prepares the workpiece for later precision finishing. When manufacturers understand the right methods and best practices, they can make high quality parts more efficiently. If you need rough machining services for your next project, then Richconn is your best option. You can contact us anytime for a custom quote.
Related Questions
Rough machining targets fast material removal instead of tight accuracy therefore tolerances are mostly broader and often range from ±0.1 to ±0.5 mm.
To reduce tool wear, use the right coolants, set proper cutting speeds & feeds and also select cutting tools that match the material.
Vibration and chatter can lower surface quality, decrease dimensional accuracy as well as speed up wear on both the tool and the machine.
First find machining time by looking at feed rate and depth of cut then add the cost of tools, setup and labor for the duration of machining time to get a full estimate of cost.
CNC rough machining service is offered by those shops that typically handle multi-axis turning & milling services. When choosing a provider, factor in if they have strong technical skills, ISO certification and dependable customer service. Richconn delivers both CNC roughing and finishing with strict quality checks & fast turnaround times.