The rake angle performs an important part in machining. It affects how long the tool lasts, how chips form and how efficiently a tool cuts. By knowing the difference between positive, neutral and negative rake angles, you can adjust settings for both material and condition.
In this blogpost we will cover rake-angle basics, look at its effects and give practical guidelines for choosing the right angle.
What Is Rake Angle
The rake angle is defined by the measure between the tool’s face and a line normal to the workpiece surface. Because of this geometry, the cutting edge meets the material differently, affecting contact throughout machining. Typical operations use rake angles anywhere from −15° up to +25°. Chip shape, surface finish and amount of cutting force all change as the rake angle varies.
Main Types of Rake Angles: Characteristics, Advantages & Disadvantages
Understanding how each rake angle type varies allows machinists to choose tool geometry that matches the operation and material. Every type carries its own strengths and downsides, both of which affect machining results.
Positive Rake Angle
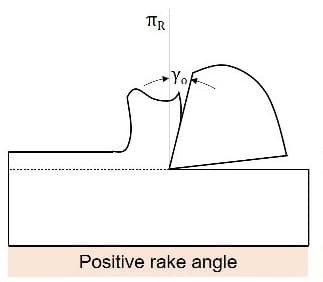
The rake is called positive when the tool face tilts away from the cutting edge. Because the wedge angle + clearance angle value stays below 90°, the edge becomes pointed and sharp.
Advantages:
Using a positive rake can reduce both power consumption & cutting force by as much as 25%. Better chip escape, lower machining heat and finer surface finish come with this geometry.
Disadvantages:
However, the edge becomes thin and poorly supported, so it wears out sooner. Continuous and long chips are another result and they frequently wrap around the workpiece or tool unless chip breakers are added.
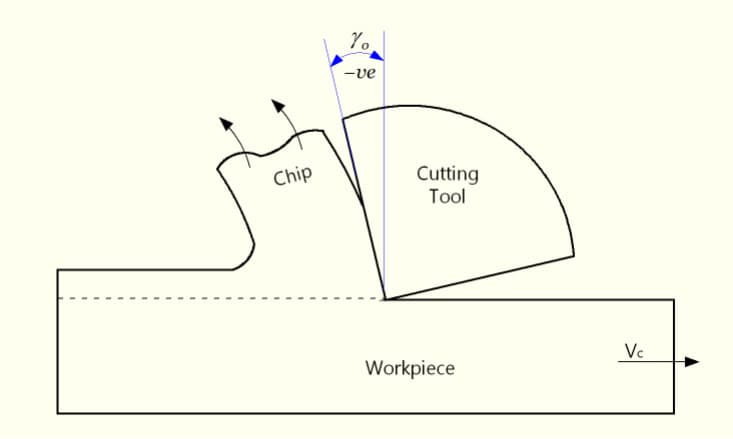
Negative Rake Angle
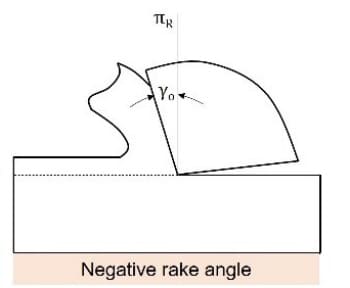
When the cutting face leans opposite the feed direction, the rake becomes negative. This creates wedge angles that can reach up to 110°. Engineers rely on this strong profile because its compressive shearing action handles brittle, hard materials well.
Advantages:
A negative rake strengthens the tool edge and can make the tool last 30–40% longer. Cast iron and hardened steel, in particular, machine more effectively with this geometry.
Disadvantages:
That extra strength has a cost: energy needs and cutting loads go up clearly. Roughly 25% more heat is produced which speeds wear and can endanger the workpiece.
Neutral (Zero) Rake Angle
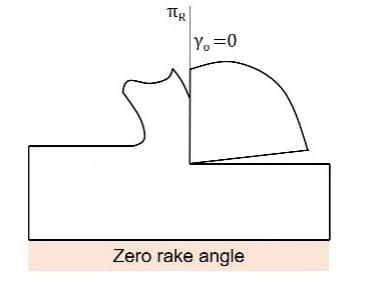
For a neutral rake, the tool face sits at 90° to the feed direction. This forms a wedge angle of 90°. Thus its geometry stands midway between positive and negative versions.
Advantages:
Manufacturing and resharpening a neutral rake are easy, so costs stay low. Cutting forces remain balanced and vibration is reduced during continuous and long cuts.
Disadvantages:
Its main downside is weak chip control; escaping chips can strike and scratch the tool face. Performance also drops when the workpiece is extremely soft and very hard.
Effects of Rake Angle on Machining Performance
Understanding how rake angle shapes machining results helps boost effectiveness of tool and overall throughput.
Cutting Forces & Energy Consumption
Using a positive rake usually cuts cutting forces by 15 to 25% compared to a negative angle. Tests show that shifting from −5° to +15° can lower cutting power by about 30%. For example on 30 kW spindles, a negative rake often adds 5 to 10 amps so extra power is drawn during material removal.
Surface Finish & Tool Wear
Using a very positive rake often brings surface roughness below 0.4 microns, yet it speeds up flank wear. By contrast, negative rake strengthens the edge and limits crater wear; though increased pressure can worsen surface finish. Studies show that increasing the rake angle improves surface finish but it also increases flank wear.
Heat & Temperature
Negative rake angles raise cutting temperature because shear deformation increases. Positive angles, however, reduce resistance, smooth chip flow and lower thermal stress. Temperature drops as the rake becomes more positive; larger positive values give cooler cuts. Too much heat speeds up crater wear and can greatly shorten tool life.
Chip Formation & Management

When the rake angle is positive, continuous, curled chips form and leave the cutting zone quickly. With a negative rake angle, chips break into pieces, separating readily yet requiring higher cutting forces. Studies show that a 20° rake angle produces the best continuous chips and thus lengthens tool life. Handling chips well is very important for process stability, safety and getting fine surface finishes.
At RICHCONN, our machinists adjust rake angle, speed, and feed so that “6” or “9”-shaped chips come off which is an ideal chip shape.
Special Context: Nanoscale Machining
During diamond turning of single crystal silicon, rake angle affects performance in special ways at the nanoscale.
A steep negative rake of −45° gives a great finish and keeps subsurface damage low. A zero rake removes material at the highest rate. Small negative value also helps reduce crack during nano cutting. But if the negative rake becomes too large, it can damage the material and slow down efficient removal.
Best Practices: Choosing the Right Rake Angle
Choosing an appropriate rake angle has a strong effect on machining results. Following well-tested guidelines improves surface finish, lengthens tool life and increases overall productivity.
Match to Material Type
Different materials work best with particular rake ranges, so match the insert accordingly.
Aluminum typically needs +20° to +25°, a range that helps rapid chip removal. Stainless steel usually runs well at +8° to +10°. When cutting titanium alloys, stay between 0° and +4° to reduce edge chipping. Harder workpieces, including high-carbon steel, gain strength from a −5° negative rake.
To be sure, check material-specific reference charts before choosing the tool.
Factor in the cutting operation
Beyond material, the operation type also affects the best rake choice. Roughing, which focuses on high material removal, favors negative rake angles for added strength. Finishing aims for efficiency and smoothness so positive rakes give better results. In drilling uses, especially with aluminum, very positive angles up to +40° help chip flow.
Monitoring & Adjustment

Rake angles are checked with an optical comparator which gives about ±0.2° accuracy or with contact goniometers which offer ±0.5° accuracy. Watching crater and flank wear patterns helps judge how the chosen rake angle works. Whole rake surfaces are scanned in seconds by modern 3D optical profilometers, reaching ±2-micron accuracy. If a high negative rake makes too much heat, coolant flow should be tweaked. All performance data should be logged so it can guide future machining upgrades.
Balance Heat, Forces & Tool Life
Avoid extremes that risk performance or shorten insert life. Research shows that a +10° to +12° setting lowers forces while limiting heat buildup. Very positive settings thin the edge and invite chipping, whereas too much negativity raises energy use and heat. Monitor cutting forces regularly and adjust the angle whenever measurements move outside targets.
Tool Holding & Setup Adjustments

Standard rake-geometry specifications should guide the choice of tool holders and inserts. Check Manufacturer guidelines for material specific advice.
During setup, changing the tool position changes the effective rake angle. A 3° holder tilt, for example, adds a positive rake effect. By using adjustable swing devices to try angles from −5° to +12.5°, the most effective layout can be found.
At Richconn, advanced laser and optical measuring systems are used to confirm the exact rake angle in every production batch.
Advanced Applications
Standard rake guides often fall short in ultraprecision machining. Diamond turning of silicon, for example, does better with very negative rake angles which goes against normal expectations. Broaching tools use gradual rake angles to spread cutting forces over several teeth.
When machining thermoplastics, use rake angles between +10° and +30° and set point angles from 90° to 118°. Tight-tolerance work calls for trying several rake angles to find the best setup.
Conclusion
In machining, the selected rake angle matters; it affects cutting forces, heat chip flow and surface quality. By matching the rake shape to both the operation and material, you boost tool life and overall efficiency. Richconn provides precision machining services that use proven rake-angle methods to meet tough performance goals.
Related Questions
Yes, but each process needs its own best value. Turning usually uses a negative angle to increase edge strength. Milling prefers a positive angle that helps chip removal. Drilling often uses a positive or neutral rake angle depending on what the job needs.
Yes, the values differ greatly. Abrasive cutting may use very steep angles beyond ±60°. Conventional methods normally stay within ±25°. Grinding wheels need far steeper shapes than ordinary cutting tools.
Yes, curling responds directly to rake geometry. Positive angles send chips upward in a tight curl, improving evacuation. Negative angles often create side-curled or segmented chips that can hurt safety and block flow.
When the rake angle is more positive, chips become thinner. This makes it easier for chipbreakers to work well. A negative angle, however, thickens the chip and may block breaker action, particularly where space is tight.
Yes, though only to a point. A positive angle cuts cutting force by roughly 15 to 25%, easing the load on weak machines. Even so, it cannot fix problems that come from low horsepower or poor rigidity.